
Page 77 - Demo
P. 77
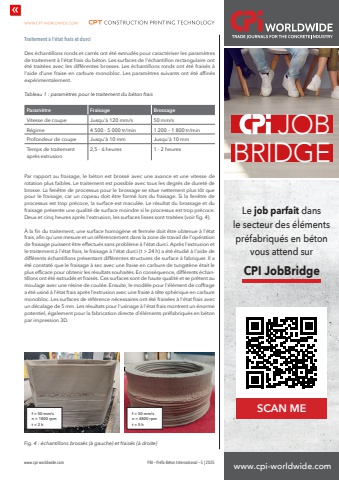
www.cpi-worldwide.com PBI %u2013 Pr%u00e9fa B%u00e9ton International %u2013 5 | 2025Traitement %u00e0 l'%u00e9tat frais et durciDes %u00e9chantillons ronds et carr%u00e9s ont %u00e9t%u00e9 extrud%u00e9s pour caract%u00e9riser les param%u00e8tres de traitement %u00e0 l'%u00e9tat frais du b%u00e9ton. Les surfaces de l'%u00e9chantillon rectangulaire ont %u00e9t%u00e9 trait%u00e9es avec les diff%u00e9rentes brosses. Les %u00e9chantillons ronds ont %u00e9t%u00e9 frais%u00e9s %u00e0 l'aide d'une fraise en carbure monobloc. Les param%u00e8tres suivants ont %u00e9t%u00e9 affin%u00e9s exp%u00e9rimentalement.Tableau 1 : param%u00e8tres pour le traitement du b%u00e9ton fraisParam%u00e8tre Fraisage BrossageVitesse de coupe Jusqu'%u00e0 120 mm/s 50 mm/sR%u00e9gime 4 500 - 5 000 tr/min 1 200 %u2013 1 800 tr/minProfondeur de coupe Jusqu'%u00e0 10 mm Jusqu'%u00e0 10 mmTemps de traitement apr%u00e8s extrusion2,5 - 6 heures 1 - 2 heuresPar rapport au fraisage, le b%u00e9ton est bross%u00e9 avec une avance et une vitesse de rotation plus faibles. Le traitement est possible avec tous les degr%u00e9s de duret%u00e9 de brosse. La fen%u00eatre de processus pour le brossage se situe nettement plus t%u00f4t que pour le fraisage, car un copeau doit %u00eatre form%u00e9 lors du fraisage. Si la fen%u00eatre de processus est trop pr%u00e9coce, la surface est macul%u00e9e. Le r%u00e9sultat du brossage et du fraisage pr%u00e9sente une qualit%u00e9 de surface moindre si le processus est trop pr%u00e9coce. Deux et cinq heures apr%u00e8s l'extrusion, les surfaces lisses sont trait%u00e9es (voir fig. 4). %u00c0 la fin du traitement, une surface homog%u00e8ne et ferm%u00e9e doit %u00eatre obtenue %u00e0 l'%u00e9tat frais, afin qu'une mesure et un r%u00e9f%u00e9rencement dans la zone de travail de l'op%u00e9ration de fraisage puissent %u00eatre effectu%u00e9s sans probl%u00e8me %u00e0 l'%u00e9tat durci. Apr%u00e8s l'extrusion et le traitement %u00e0 l'%u00e9tat frais, le fraisage %u00e0 l'%u00e9tat durci (t > 24 h) a %u00e9t%u00e9 %u00e9tudi%u00e9 %u00e0 l'aide de diff%u00e9rents %u00e9chantillons pr%u00e9sentant diff%u00e9rentes structures de surface %u00e0 fabriquer. Il a %u00e9t%u00e9 constat%u00e9 que le fraisage %u00e0 sec avec une fraise en carbure de tungst%u00e8ne %u00e9tait le plus efficace pour obtenir les r%u00e9sultats souhait%u00e9s. En cons%u00e9quence, diff%u00e9rents %u00e9chantillons ont %u00e9t%u00e9 extrud%u00e9s et frais%u00e9s. Ces surfaces sont de haute qualit%u00e9 et se pr%u00eatent au moulage avec une r%u00e9sine de coul%u00e9e. Ensuite, le mod%u00e8le pour l'%u00e9l%u00e9ment de coffrage a %u00e9t%u00e9 usin%u00e9 %u00e0 l'%u00e9tat frais apr%u00e8s l'extrusion avec une fraise %u00e0 t%u00eate sph%u00e9rique en carbure monobloc. Les surfaces de r%u00e9f%u00e9rence n%u00e9cessaires ont %u00e9t%u00e9 frais%u00e9es %u00e0 l'%u00e9tat frais avec un d%u00e9calage de 5 mm. Les r%u00e9sultats pour l'usinage %u00e0 l'%u00e9tat frais montrent un %u00e9norme potentiel, %u00e9galement pour la fabrication directe d'%u00e9l%u00e9ments pr%u00e9fabriqu%u00e9s en b%u00e9ton par impression 3D.Fig. 4 : %u00e9chantillons bross%u00e9s (%u00e0 gauche) et frais%u00e9s (%u00e0 droite)f = 50 mm/sn = 1800 rpmt = 2 hf = 50 mm/sn = 4800 rpmt = 5 hwww.cpi-worldwide.comSCAN MECPI JobBridgeLe job parfait dans le secteur des %u00e9l%u00e9ments pr%u00e9fabriqu%u00e9s en b%u00e9tonvous attend surJOBBRIDGE
