
Page 55 - Demo
P. 55
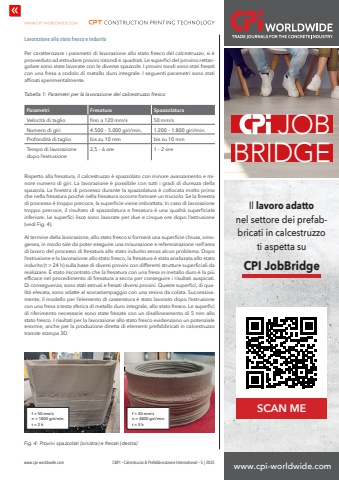
www.cpi-worldwide.com C&PI %u2013 Calcestruzzo & Prefabbricazione International %u2013 5 | 2025Lavorazione allo stato fresco e induritoPer caratterizzare i parametri di lavorazione allo stato fresco del calcestruzzo, si %u00e8 provveduto ad estrudere provini rotondi e quadrati. Le superfici del provino rettangolare sono state lavorate con le diverse spazzole. I provini tondi sono stati fresati con una fresa a codolo di metallo duro integrale. I seguenti parametri sono stati affinati sperimentalmente.Tabella 1: Parametri per la lavorazione del calcestruzzo frescoParametri Fresatura SpazzolaturaVelocit%u00e0 di taglio fino a 120 mm/s 50 mm/sNumero di giri 4.500 %u2013 5.000 giri/min. 1.200 %u2013 1.800 giri/min.Profondit%u00e0 di taglio bis zu 10 mm bis zu 10 mmTempo di lavorazione dopo l%u2019estrusione2,5 %u2013 6 ore 1 %u2013 2 oreRispetto alla fresatura, il calcestruzzo %u00e8 spazzolato con minore avanzamento e minore numero di giri. La lavorazione %u00e8 possibile con tutti i gradi di durezza della spazzola. La finestra di processo durante la spazzolatura %u00e8 collocata molto prima che nella fresatura poich%u00e9 nella fresatura occorre formare un truciolo. Se la finestra di processo %u00e8 troppo precoce, la superficie viene imbrattata. In caso di lavorazione troppo precoce, il risultato di spazzolatura e fresatura %u00e8 una qualit%u00e0 superficiale inferiore. Le superfici lisce sono lavorate per due e cinque ore dopo l%u2019estrusione (vedi Fig. 4). Al termine della lavorazione, allo stato fresco si former%u00e0 una superficie chiusa, omogenea, in modo tale da poter eseguire una misurazione e referenziazione nell%u2019area di lavoro del processo di fresatura allo stato indurito senza alcun problema. Dopo l%u2019estrusione e la lavorazione allo stato fresco, la fresatura %u00e8 stata analizzata allo stato indurito (t > 24 h) sulla base di diversi provini con differenti strutture superficiali da realizzare. %u00c8 stato riscontrato che la fresatura con una fresa in metallo duro %u00e8 la pi%u00f9 efficace nel procedimento di fresatura a secco per conseguire i risultati auspicati. Di conseguenza, sono stati estrusi e fresati diversi provini. Queste superfici, di qualit%u00e0 elevata, sono adatte al sovrastampaggio con una resina da colata. Successivamente, il modello per l%u2019elemento di casseratura %u00e8 stato lavorato dopo l%u2019estrusione con una fresa a testa sferica di metallo duro integrale, allo stato fresco. Le superfici di riferimento necessarie sono state fresate con un disallineamento di 5 mm allo stato fresco. I risultati per la lavorazione allo stato fresco evidenziano un potenziale enorme, anche per la produzione diretta di elementi prefabbricati in calcestruzzo tramite stampa 3D. Fig. 4: Provini spazzolati (sinistra) e fresati (destra)f = 50 mm/sn = 1800 giri/min.t = 2 hf = 50 mm/sn = 4800 giri/min.t = 5 hwww.cpi-worldwide.comSCAN MECPI JobBridgeIl lavoro adatto nel settore dei prefabbricati in calcestruzzo ti aspetta suJOBBRIDGE
