
Page 53 - Demo
P. 53
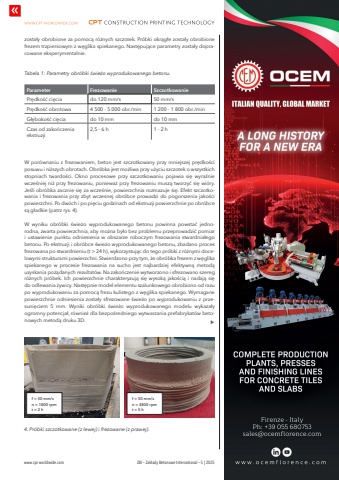
www.cpi-worldwide.com%u0009 ZBI %u2013 Zak%u0142ady Betonowe International %u2013 5 | 2025zosta%u0142y obrobione za pomoc%u0105 r%u00f3%u017cnych szczotek. Pr%u00f3bki okr%u0105g%u0142e zosta%u0142y obrobione frezem trzpieniowym z w%u0119glika spiekanego. Nast%u0119puj%u0105ce parametry zosta%u0142y dopracowane eksperymentalnie.Tabela 1: Parametry obr%u00f3bki %u015bwie%u017co wyprodukowanego betonu.Parameter Frezowanie SzczotkowaniePr%u0119dko%u015b%u0107 ci%u0119cia do 120 mm/s 50 mm/sPr%u0119dko%u015b%u0107 obrotowa 4 500 - 5 000 obr./min 1 200 - 1 800 obr./minG%u0142%u0119boko%u015b%u0107 ci%u0119cia do 10 mm do 10 mmCzas od zako%u0144czenia ekstruzji2,5 - 6 h 1 - 2 hW por%u00f3wnaniu z frezowaniem, beton jest szczotkowany przy mniejszej pr%u0119dko%u015bci posuwu i ni%u017cszych obrotach. Obr%u00f3bka jest mo%u017cliwa przy u%u017cyciu szczotek o wszystkich stopniach twardo%u015bci. Okno procesowe przy szczotkowaniu pojawia si%u0119 wyra%u017anie wcze%u015bniej ni%u017c przy frezowaniu, poniewa%u017c przy frezowaniu musz%u0105 tworzy%u0107 si%u0119 wi%u00f3ry. Je%u015bli obr%u00f3bka zacznie si%u0119 za wcze%u015bnie, powierzchnia rozmazuje si%u0119. Efekt szczotkowania i frezowania przy zbyt wczesnej obr%u00f3bce prowadzi do pogorszenia jako%u015bci powierzchni. Po dw%u00f3ch i po pi%u0119ciu godzinach od ekstruzji powierzchnie po obr%u00f3bce s%u0105 g%u0142adkie (patrz rys. 4).W wyniku obr%u00f3bki %u015bwie%u017co wyprodukowanego betonu powinna powsta%u0107 jednorodna, zwarta powierzchnia, aby mo%u017cna by%u0142o bez problemu przeprowadzi%u0107 pomiar i ustawienie punktu odniesienia w obszarze roboczym frezowania stwardnia%u0142ego betonu. Po ekstruzji i obr%u00f3bce %u015bwie%u017co wyprodukowanego betonu, zbadano proces frezowana po stwardnieniu (t > 24 h), wykorzystuj%u0105c do tego pr%u00f3bki z r%u00f3%u017cnymi docelowymi strukturami powierzchni. Stwierdzono przy tym, %u017ce obr%u00f3bka frezem z w%u0119glika spiekanego w procesie frezowania na sucho jest najbardziej efektywn%u0105 metod%u0105 uzyskania po%u017c%u0105danych rezultat%u00f3w. Na zako%u0144czenie wytworzono i sfrezowano szereg r%u00f3%u017cnych pr%u00f3bek. Ich powierzchnie charakteryzuj%u0105 si%u0119 wysok%u0105 jako%u015bci%u0105 i nadaj%u0105 si%u0119 do odlewania %u017cywicy. Nast%u0119pnie model elementu szalunkowego obrobiono od razu po wyprodukowaniu za pomoc%u0105 frezu kulistego z w%u0119glika spiekanego. Wymagane powierzchnie odniesienia zosta%u0142y sfrezowane %u015bwie%u017co po wyprodukowaniu z przesuni%u0119ciem 5 mm. Wyniki obr%u00f3bki %u015bwie%u017co wyprodukowanego modelu wykaza%u0142y ogromny potencja%u0142, r%u00f3wnie%u017c dla bezpo%u015bredniego wytwarzania prefabrykat%u00f3w betonowych metod%u0105 druku 3D. E4. Pr%u00f3bki szczotkowane (z lewej) i frezowane (z prawej).f = 50 mm/sn = 1800 rpmt = 2 hf = 50 mm/sn = 4800 rpmt = 5 h
